









Пайка полипропиленовых труб: цена, методы, инструкция
 Автор:
Благодатов Константин
Автор:
Благодатов Константин
Инженер-строитель с опытом более 28 лет. Делится практическими советами по строительству и ремонту.
 Особенности сварки полипропиленовых труб, приспособления для монтажа водопровода. Объем и последовательность работ при пайке, причины появления протечек в магистрали. Цена пайки полипропиленовых труб.
Особенности сварки полипропиленовых труб, приспособления для монтажа водопровода. Объем и последовательность работ при пайке, причины появления протечек в магистрали. Цена пайки полипропиленовых труб.
Пайка полипропиленовых труб — это соединение элементов водопровода, нагретых до температуры размягчения материала. После застывания материала образуется монолитный узел, сохраняющий все свойства пластика. О технологических приемах сварки изделий из полипропилена, применяемых при строительстве водопровода, поговорим в нашей статье.
Методы пайки полипропиленовых труб

Монтаж водопровода заключается в последовательном соединении заранее подготовленных элементов для создания линии подачи воды от источника до точки потребления. Полипропиленовые заготовки крепятся друг с другом методом сварки. Такой способ основан на свойстве пластика размягчаться при нагревании и возникновении диффузии между соединяемыми элементами. После застывания образуется монолитная конструкция, сохраняющая все свойства исходного материала.
Полипропиленовые трубы для водоснабжения можно паять различными способами:
- Метод стыковой сварки. Редко используемый способ соединения заготовок диаметром до 50 мм с толщиной стенки более 4 мм.
- Муфтовая сварка. Предназначена для изделий диаметром до 50 мм. Работа выполняется по специальной технологии с использованием паяльника и некоторых других приспособлений.
- Седельная сварка. Сначала к изделию припаивается раструбное седло под углом 90 градусов. Затем к нему приваривают кусок трубы, в результате получается Т-образный переходник.
Муфтовая сварка чаще всего применяется в домашних условиях. Способ предполагает использование специального элемента, который соединяет два куска трубы. Такими деталями могут служить фитинги различных видов, муфты и присоединительные участки кранов, смесителей и других элементов. После нагревания муфты и трубы до определенной температуры необходимо их состыковать и оставить под давлением на некоторое время, чтобы прошли процессы диффузии, остывания и полимеризации.
На качество стыка влияет несколько факторов: температура нагрева элементов, состояние стыкуемых поверхностей, диаметр изделий и т.д. Практика показывает, что температура нагрева и диаметр полипропиленовых труб находятся в прямой зависимости. Для облегчения работы разработаны таблицы, в которых мастер может найти информацию о температурных режимах пайки для каждого конкретного случая.
Инструменты и оборудование для подготовки и сварки полипропиленовых труб
Качественно приварить трубы друг к другу невозможно без специальных инструментов. Для выполнения работ понадобятся приспособления, краткие характеристики которых приведены ниже.
Паяльники для соединения полипропиленовых труб

Схема паяльника для соединения полипропиленовых труб
Сварочный аппарат для полипропиленовых труб предназначен для разогревания труб и фитингов до пластичного состояния. Он состоит из корпуса с ручкой, терморегулятора и нагревательного элемента в кожухе. В комплект приспособления также входят насадки различного диаметра под трубы и фитинги.
После включения в сеть устройство разогревается до заданной температуры, которая контролируется терморегулятором. Он не позволяет нагревать паяльнику больше, чем надо. Без этого элемента паяльник быстро перегорит или расплавит пластик больше, чем надо.
Дешевые приборы снабжены нестабильными терморегуляторами, которые или перегревает плиты, или недогревают. Качественные устройства оборудованы регулятором температуры со шкалой.
Важное значение для сварки имеют насадки, с помощью которых нагреваются фитинги и трубы. Чтобы к ним не приставал пластик, их покрывают антипригарным покрытием. Качественные насадки покрыты толстым защитным слоем, который не перегорает и сохраняет свойства на протяжении всего срока эксплуатации аппарата.
Перед покупкой паяльника для полипропиленовых труб обращайте внимание на вес аппарата. Его часто приходится держать на весу, при этом надо будет устанавливать на него трубы и фитинги. В этом случае руки затекают, и существует опасность получить ожог и испортить соединение.

На фото виды паяльников для полипропиленовых труб
Существует два типа аппаратов для сварки полипропиленовых труб, которые отличаются по форме нагревательного элемента:
- Устройство с нагревателем в виде плоской плиты. В ней есть отверстия для установки съемных насадок. К плите плоского изделия можно закрепить несколько переходников с различным диаметром, что удобно при монтаже водопровода, состоящего из отрезов разного диаметра. Плоские нагреватели выпускаются в большом диапазоне мощностей и предназначены для работы с трубами большого диаметра — до 125 мм.
- Паяльник для полипропиленовых труб цилиндрической формы. К нему насадки крепятся как хомуты. Пользователи выбирают их благодаря компактности, что позволяет соединять трубы даже в труднодоступных местах. Они маломощные и позволяют сваривать трубы диаметром до 63 мм.
Труборезы для полипропиленовых труб

Труборезы используются для разрезания заготовок на части. Это не универсальные инструменты, для каждого материала подходит только определенный тип резака. Для монтажа полипропиленовых труб с пластиковыми изделиями выбирайте приспособления роликового или резцового типа.
При покупке труборезов обращайте внимание на такие моменты:
- Лезвия должны быть сделаны из легированной стали.
- Диапазон размеров устройства соответствует диаметру труб для вашего водопровода.
- Выбирайте инструмент, у которого корпус сделан из алюминия, так как он легче, чем с корпусом из стали, но выдерживает давление, возникающее в процессе разрезания пластика.
- Труборезы оснащены сменными или несменными резцами. Последние стоят дешевле. Со временем лезвие изнашивается и подлежит замене, но если вы не планируете постоянно заниматься пайкой, вам хватит неразборного приспособления.
Труборезы выбирают по следующим характеристикам:
- Ручные или электрические. Ручные аппараты для полипропиленовых труб приводятся в действие мышцами и используются при небольшом объеме работ. После них место реза часто приходится дорабатывать, чтобы устранить дефекты. Однако стоит такой инструмент недорого и годится для разовых работ. Электрические приспособления работают от электросети или сменных аккумуляторов. У них есть ряд преимуществ перед ручными аналогами: края получаются ровными, механические усилия при работе отсутствуют, работа выполняется быстро. Но не все могут их купить из-за высокой цены, а размеры не позволяют использовать в неудобном месте.
- Способ разрезания. Резцовые труборезы напоминают обойму из стали, в которой зафиксированы диски для разрезания труб. Приспособлением можно разрезать заготовки диаметром до 10 см. Торцы получаются ровными и гладкими и не требуют доработки. Ручные роликовые труборезы состоят из направляющих роликов и роликов для разрезания. От количества режущих элементов зависит диаметр заготовки, которую можно разделать. Максимальный диаметр трубы для роликового трубореза — 10 см.
Ножницы для полипропиленовых труб

Тонкие пластиковые трубы прекрасно режутся специальными ножницами для полипропиленовых труб. Они стоят дешевле труборезов, и работать с ними проще.
Ножницы для резки пластика изготавливают двух видов:
- Гильотинные. Труба разрезается в процессе опускания на нее ножа под углом 90 градусов. Мягкий пластик буквально распарывается острым лезвием, покрытым тефлоном. Изделие не деформируется благодаря плавному перемещению ножа, поэтому торец получается ровным и гладким. Предназначен гильотинный нож для обработки труб до 70 мм в диаметре. Единственный недостаток приспособления — невысокая скорость работы.
- Храповые. По внешнему виду напоминают ножницы, только лезвие у них с одной стороны. С другой — полукруглый упор, на который кладут трубу. Изделие оснащено трещоткой, чтобы усилие прикладывалось плавно. К недостаткам устройства относится опасность получения косого реза и смятие торца при неаккуратной работе.
Калибраторы для подготовки полипропиленовых труб к пайке

Калибратор — технологический инструмент для подготовки поверхностей элементов трубопровода к пайке. С его помощью производят калибровку заготовок, снимают фаску и устраняют дефекты формы. Для каждого диаметра заготовки необходимо использовать свое приспособление.
При монтаже водопровода используют два вида изделия. Пластмассовые предназначены для устранения овальности торцов. После процедуры процесс пайки деформированных труб проходит без проблем. Второй вид калибраторов применяется для быстрого и качественного снятия фасок с торцов и удаления заусениц. Для труб, армированных алюминием, существует разновидность калибраторов — шейвер и торцеватель.
Шейвером удаляют наружный алюминиевый слой с заготовок перед тем, как соединить полипропиленовые трубы. Его изготавливают в виде муфты с внутренними лезвиями. Для удаления металлической фольги вставьте трубы в инструмент и проверните несколько раз. Процесс прекращается, когда труба достигнет упора в приспособлении. После обработки поверхность получается ровной, что обеспечивает качественный стык заготовок.
Торцеватель предназначен для формирования фаски на внутренней поверхности трубы, армированной алюминиевой фольгой изнутри. Таким образом удаляется небольшой участок металлического слоя, который может ухудшить качество стыка. Принцип действия и устройство торцевателя похожи с шейвером.
Другие приспособления для разрезания полипропиленовых труб

Кроме специальных приспособлений, полипропиленовые трубы можно резать универсальными инструментами — ножовкой, тихоходным электрическим лобзиком, дрелью с насадкой для работы изнутри трубы.
Однако использовать подручные средства можно только в крайних случаях по следующим причинам:
- Края резов получаются рваными, с большим количеством заусениц.
- При использовании болгарки пластик перегревается и плавится. Такая же проблема возникает при работе с электролобзиком, включенным на всю мощность.
- При сильном надавливании в полипропиленовых трубах происходят структурные изменения, которые нельзя заметить. Со временем в этих местах водопровод может лопнуть. Кроме того, после резкого приложения нагрузки стенки деформируются и сечение превращается в овал, что ухудшает стыковку с фитингом. Чтобы избежать неприятностей, перед обрезанием в трубу вставьте круглый деревянный брусок, диаметр которого чуть меньше диаметра отверстия.
- Не режьте полипропилен ленточной пилой или циркуляркой. Эти агрегаты очень мощные, изделие может вырвать из рук, а в местах реза появятся трещины и сколы.
- Не используйте для отрезания полипропилена приспособления, предназначенные для металла. Такие инструменты не режут материал, а рвут, поэтому торец получится некачественным. Исключением являются универсальные устройства, которые предназначены для работы с любым материалом, но стоят они очень дорого.
Технология пайки полипропиленовых труб
Процесс сварки полипропиленовых труб представляет собой ряд операций, выполняемых в определенной последовательности. Ниже приведена технология сборки водопровода методом муфтовой пайки с использованием специальных приспособлений.
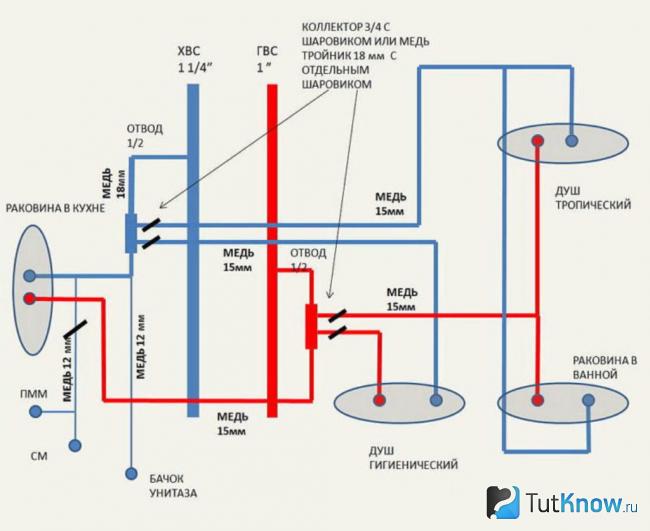
Схема водопровода в квартире
Перед тем как паять полипропиленовые трубы, выполните ряд операций, обеспечивающих комфортную непрерывную работу при монтаже конструкции:
- Составьте план водопровода, который позволит определить количество труб и соединителей и их размеры. Эти данные позволят выбрать технологию пайки и инструмент для работы.
- Приготовьте стол или верстак, на котором можно выполнить пайку основной массы труб. Таким образом большой объем работы можно выполнить без помощника в удобном для вас месте.
- Подготовьте паяльник к работе. Для нормальной сварки инструмент должен нагреться до температуры 255-265 градусов. Изделия без терморегулятора уже настроены на эту температуру. При наличии регулятора выставьте шкалу на это значение. После срабатывании индикатора проверьте температуру нагрева специальным термозондом. Аппарат надежно закрепите на жестко зафиксированной штатной подставке. Установите на паяльник переходники под трубы и фитинги.
- Запаситесь замшевыми перчатками для безопасной работы с горячими заготовками. Продумайте, как будет вентилироваться помещение, ведь при нагревании пластика выделяется газ с резким запахом.

На фото показано, как паять полипропиленовые трубы
Процесс сварки полипропиленовых труб выполняется в такой последовательности:
- Определите точные размеры полипропиленовых труб, которые необходимо припаять друг к другу. Размер будет равен длине участка на плане водопровода плюс величина вхождения изделия в фитинг.
- Нанесите на поверхности кольцевую метку для разрезания.
- Разрежьте специальными ножницами заготовку по метке. Для этого разведите ручки приспособления и установите трубу между лезвиями. Доведите ножи до контакта с поверхностью и убедитесь, что они располагаются точно на метке. Приложите к ручкам усилие и разрежьте изделие. Для разделки изделий большого диаметра или с толстыми стенками рекомендуется использовать труборезы.
- Осмотрите торцы изделий. Срезы изделий должны быть круглыми, а толщина по диаметру одинаковой. Не допускаются заусеницы, наплывы и шероховатости.
- С помощью калибратора удалите заусеницы в местах реза.
- Для устранения овальности выполните калибровку труб. Для этого понадобится специальный калибратор, диаметр которого соответствует диаметру трубы. Вставьте штуцер устройства в заготовку до упора. Убедитесь, что ножи касаются поверхности изделия. Проверните калибратор и снимите слой пластика с изделия.
- Попробуйте состыковать изделия. Если вам удалось надеть фитинг на трубу, значит, один из элементов или оба бракованные. Качественные заготовки возможно соединить только после нагрева. Чтобы всегда была возможность удалить бракованные участки, покупайте трубы и фитинги с запасом.
- На трубах полипропиленовых армированных удалите металлическую прослойку шейвером или торцователем.
- Обезжирьте соединяемые места средствами, которые рекомендуют производители труб, обычно хлорэтиленом, трихлорэтаном, этиловым или изоприловым спиртом.
- На трубе отмерьте расстояние, на которое она войдет в фитинг, добавьте 1 мм и поставьте кольцевую метку. Измерения выполняйте любым измерительным инструментом. При определении расстояния «на глаз» можно совершить ошибку, которая потом скажется на качестве стыка. Метка в виде кольца позволит контролировать отсутствие перекосов элементов при пайке.
- Если монтируется уголок, на поверхности нанесите метку его ориентации.
- Включите паяльник и подождите, пока не сработает индикатор нагрева до нужной температуры.
- Время приведено для температуры воздуха +20 градусов. В холодном помещении нагрев увеличьте на 2-3 секунды. При температуре ниже +5 градусов прогрев продлите на 50%.
- Одновременно установите на переходники паяльника трубу и фитинг. Труба должна зайти до метки, муфта — до упора.
- По истечении времени нагрева быстро снимите детали с паяльника и соедините их, контролируя правильное положение и соосность. Стыковку проводите очень быстро, пока не застыл пластик. Проворачивать элементы можно в течение 1-2 секунд.
- Удерживайте элементы неподвижно до полного застывания, обычно 25-30 секунд. Более точно время удерживания можно определить по таблице. Принудительно охлаждать стык запрещается.
- Проверьте качество сварки на первом стыке. Если все сделано правильно, внутри образуется буртик, выступающий над поверхностью на 1 мм. Если пластик перекрывает отверстие, уменьшите глубину заводимой части трубы на 1-2 мм.
- После окончания работы очистите паяльник и все его элементы от остатков пластика.
Максимальную прочность соединение приобретает только через некоторое время, в течение которого труба не должна нагружаться. Через сутки после сборки водопровода подайте в систему давление и проверьте отсутствие течи во всех стыках.
Таблица для определения времени нагревания элементов:
| Показатель | Диаметр, мм | ||||||
| 16 | 20 | 25 | 32 | 40 | 50 | 65 | |
| Длина стыкуемого участка, мм | 13 | 14 | 16 | 16 | 20 | 23 | 26 |
| Время нагрева, сек. | 5 | 5 | 7 | 8 | 12 | 12 | 24 |
| Время на соединение элементов после нагрева, сек. | 4 | 4 | 4 | 6 | 6 | 6 | 8 |
| Время первоначального удерживания, сек. | 6 | 6 | 10 | 10 | 20 | 20 | 30 |
| Время полного отвердевания, мин. | 2 | 2 | 2 | 4 | 4 | 4 | 6 |
Типичные ошибки при сварке полипропиленовых труб
На последнем этапе монтажных работ контролируется надежности стыков. При обнаружении протечек в первую очередь необходимо определить причину их появления.
Типичные ошибки при соединении полипропиленовых труб, приводящие к повторному монтажу системы:
| Причина дефекта | Признаки | Последствия |
| Брак заготовок | Трещины, наплывы, неравномерная толщина стенок на трубах | Протекание в стыках из-за наличия дефектов на соединяемых участках |
| Отклонение от технологии сварки | Перегрев или недогрев пластика, неправильно выбранные усилия сжатия | Протекание в местах, в которых не произошла диффузия, уменьшение проходного сечения труб |
| Некачественная очистка и обезжиривание поверхностей | Наличие грязи на поверхности | Протекание в местах, в которых не произошла диффузия |
| Изменение положения элементов при сварке | Корректировка положения труб и муфт во время застывания пластика | Протекание в местах, в которых не произошла диффузия |
| Некачественное удаление фольги с армированной трубы | На участке остались небольшие фрагменты фольги | Протекание в местах, в которых не произошла диффузия |
| Крепление труб и муфт, изготовленных разными производителями | Размеры соединяемых элементов отличаются на величину допуска | Протекание в местах, в которых не произошла диффузия |
Цена сварки полипропиленовых труб

Заранее определить стоимость водопровода из полиэтиленовых труб, который монтируется способом сварки, невозможно. Каждый мастер вправе выставить свои расценки на выполняемые работы. При оценке своей работы он учитывает следующее:
- Расстояние от места проживания специалиста до заказчика. Если работать придется за городом, цены возрастут значительно.
- Профессионализм мастера. Известные компании высоко оценивают своих работников.
- Инструменты для сварки полипропиленовых труб. Качественная оснастка для пайки позволяет получить надежный стык. Однако она стоит немало денег, поэтому строитель вынужден поднимать расценки.
- Метод пайки. Трубы можно фиксировать двумя способами: встык или с помощью фитингов. Соединение встык стоит дешевле из-за применения более дешевых приспособлений. Такой способ используется в водопроводах с небольшим давлением. В большинстве случаев пайка труб проводится с помощью муфт и фитингов, требующих специальной оснастки и опыта работы.
В цену пайки полипропиленовых труб входят все операции, из которых состоит процесс формирования водопровода:
- Создание проекта системы;
- Определение длины заготовок с учетом размеров фитингов;
- Обрезка заготовок в размер;
- Подготовка поверхности трубы к пайке;
- Пайка элементов;
- Проверка соединений на герметичность.
Также часто учитывают стоимость дорогостоящих приспособлений, например, паяльников. Круглые аппараты стоят дороже устройств с плоской нагревательной поверхностью. Но при частом использовании они быстро окупаются. К бюджетным инструментам относится отечественная продукция, а также изделия из Китая и Турции. Их хватает на сварку труб в 3-4 домах, но они себя оправдывают уже после работы на первом объект. Наиболее качественные паяльники производят в Европе. Основное их отличие от дешевых образцов — в способности обеспечивать заданную температуру с небольшим допуском длительное время. Одними из лучших европейских паяльников считаются чешские аппараты Дитрон. Из турецких изделий можно выделить паяльники Candan и Kalde.
Цена инструментов для пайки полипропиленовых труб в Украине:
| Инструмент | Цена, грн. |
| Паяльник | 200-2500 |
| Труборез | 52-1900 |
| Ножницы | 42-1200 |
| Калибратор | 50-150 |
Цена инструментов для пайки полипропиленовых труб в России:
| Инструмент | Цена, руб. |
| Паяльник | 380-6480 |
| Труборез | 95-4300 |
| Ножницы | 100-2800 |
| Калибратор | 90-420 |
Как паять полипропиленовые трубы — смотрите на видео:
Технология пайки полипропиленовых труб достаточно проста, и соединить их подобным образом можно самостоятельно. Перед началом работ рекомендуется попробовать зафиксировать сваркой ненужные куски, а затем разрезать стыки и проверить их качество. К монтажу основной магистрали можно приступать, если соединение будет соответствовать требованиям, указанным в нашей статье.








